38 ISE Magazine | www.iise.org/ISEmagazine
After nearly 40 years of intensive observation of
manufacturers and their attempts to implement
just-in-time (JIT) production, lean manufactur-
ing or Toyota Production System, I’m attempting
to apply my industrial engineering skill set (such as
it is) to sort out some of the good, the bad and the
muddled. In this article I’ll pick out a few highlights of that re-
search seen in years past, with first emphasis on methodologies.
While other researchers with similar aims have relied on
survey research, mine is based on first-hand observation in
which I’ve taken detailed notes, all under the general category
of simplification. First, we consider unique examples of sim-
plicity. Second are simplifications that are manifest in cellular
manufacturing. The third is of configuring or reconfiguring
the factory with simpler productive equipment, which entails
withdrawing “monument” equipment in favor of “lean” ma-
chines.
Each of the three is potent in itself. When combined they
become a dominating competitive force.
Unique examples of simplicity
As unique examples of simplicity I’ll refer to four manufactur-
ers, Precor, Alstrom, Hon and Mark Andy.
Precor. I visited the Bothell, Washington, plants of this
producer of high-end fitness equipment in 1991. The com-
pany’s demand pattern for its retail “bikes” (treadmills, station-
ary bikes, etc.) is seasonal but otherwise fairly regular. For its
heavy-duty commercial bikes, ordered by contract, demand is
highly irregular. Helping to cope, bike assembly was on stubby
lines with cross-trained assembly teams using a uniquely sim-
Four decades of manufacturing’s hits,
misses and smiles
Plant tours from years past highlight lean, JIT and TPS implementers and their methodologies
By Richard J. Schonberger
A
September 2019 | ISE Magazine 39
ple system for ensuring predictably quick production and with
built-in process improvement. In each line (or cell) each cross-
trained, job-rotating member would hit a button on comple-
tion of a task, those hits displayed on an overhead screen. If one
of the stations kept showing up as slowest to finish, that station
(not the assembler) was seen as problematic and marked for
process improvement.
Precor’s way of quickly and reliably feeding those assembly
cells with machined parts was also rather unique. When pro-
duction began on a big contract, there was minimal delay in
machining the many component parts. That is because key
machine tools are dedicated (with minimal or zero setup time)
to narrow families of parts, owed to use of lower-cost conven-
tional equipment for which high utilization is unimportant.
These methods of delivering a flexibly quick response offer
sizeable competitive advantages, inasmuch as most high-mix
manufacturers of large metal items are mired in the batch-
and-queue mode.
Along with those innovative practices, Precor employed
simple, visual scheduling and material movement and kanban
deliveries from suppliers.
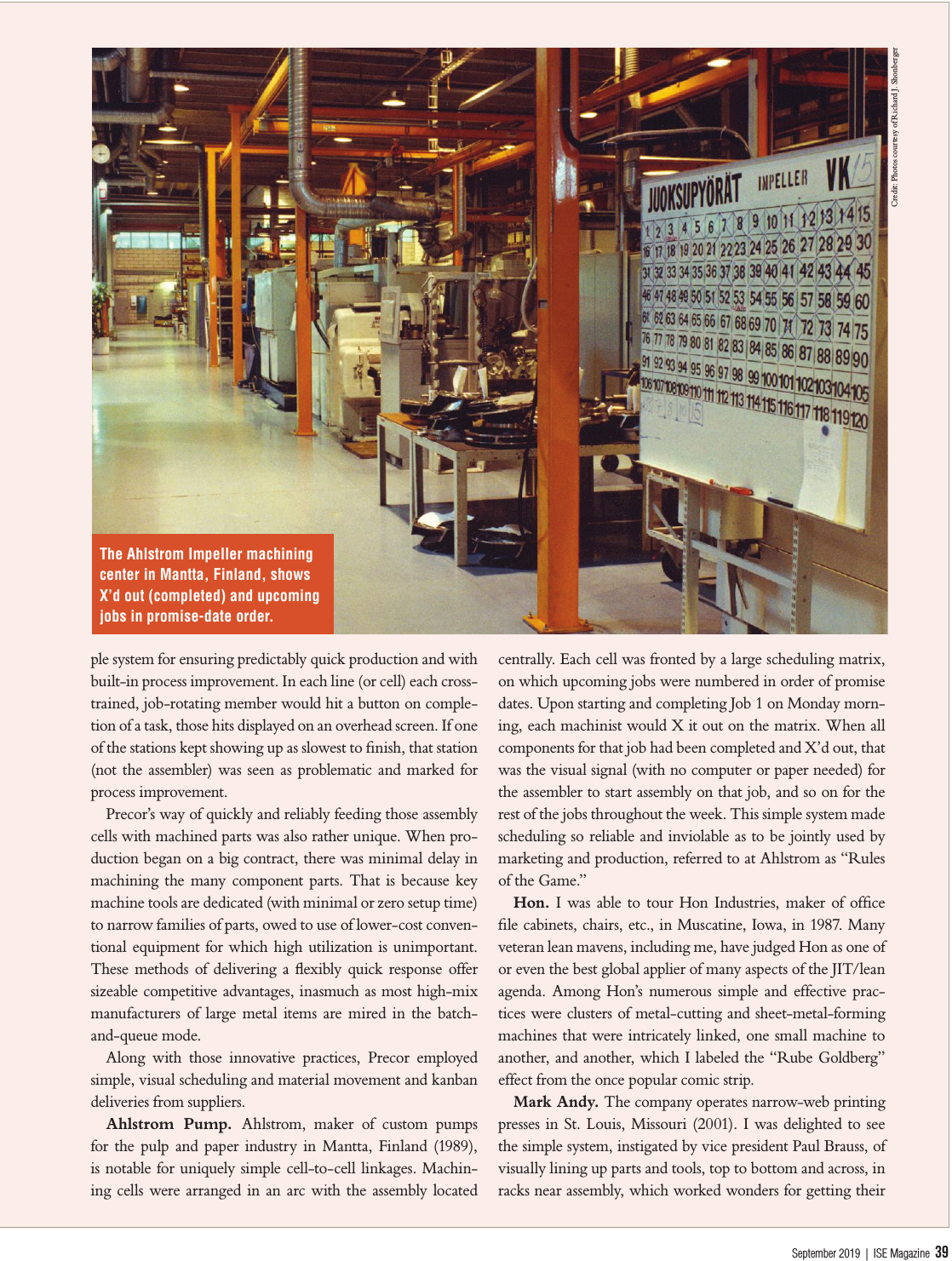
Ahlstrom Pump. Ahlstrom, maker of custom pumps
for the pulp and paper industry in Mantta, Finland (1989),
is notable for uniquely simple cell-to-cell linkages. Machin-
ing cells were arranged in an arc with the assembly located
centrally. Each cell was fronted by a large scheduling matrix,
on which upcoming jobs were numbered in order of promise
dates. Upon starting and completing Job 1 on Monday morn-
ing, each machinist would X it out on the matrix. When all
components for that job had been completed and X’d out, that
was the visual signal (with no computer or paper needed) for
the assembler to start assembly on that job, and so on for the
rest of the jobs throughout the week. This simple system made
scheduling so reliable and inviolable as to be jointly used by
marketing and production, referred to at Ahlstrom as “Rules
of the Game.”
Hon. I was able to tour Hon Industries, maker of office
file cabinets, chairs, etc., in Muscatine, Iowa, in 1987. Many
veteran lean mavens, including me, have judged Hon as one of
or even the best global applier of many aspects of the JIT/lean
agenda. Among Hon’s numerous simple and effective prac-
tices were clusters of metal-cutting and sheet-metal-forming
machines that were intricately linked, one small machine to
another, and another, which I labeled the “Rube Goldberg”
effect from the once popular comic strip.
Mark Andy. The company operates narrow-web printing
presses in St. Louis, Missouri (2001). I was delighted to see
the simple system, instigated by vice president Paul Brauss, of
visually lining up parts and tools, top to bottom and across, in
racks near assembly, which worked wonders for getting their
The Ahlstrom Impeller machining
center in Mantta, Finland, shows
X’d out (completed) and upcoming
jobs in promise-date order.
Credit: Photos courtesy of Richard J. Shonberger

40 ISE Magazine | www.iise.org/ISEmagazine
Four decades of manufacturing’s hits, misses and smiles
complex presses assembled quickly and accurately.
Simplicity is of a unique kind in each of those four com-
panies. Three of them, Precor, Ahlstrom and Hon, combine
their one-off simplifications with a far more common kind,
namely their production being organized into cells. Cellular
production is the second of the three broad methodologies
taken up in this article.
Doing cells right – or not
Cellular manufacturing should be seen as the most far-reach-
ing of methodologies making up lean/JIT. When scattered
processes are brought together to form cellular clusters, each
dedicated to its own family of products (or customers), many
benefits easily come to mind: faster throughput, shorter flow
distances, fewer hand-offs, smaller transport lots, smaller in-
process lots, less in-process inventory, less damage, improved
ergonomics and quicker discovery and correction of defects.
Also, being product family dedicated, product-to-product
changeovers are simplified, even eliminated. Further, cell team
members readily become cross-trained within the cell and be-
fore long with adjacent cells, paving the way to their effec-
tive engagement in process improvement, as well as providing
flexibility to adapt to demand changes. Those improvements
are accompanied by reductions in or elimination of transac-
tions for scheduling, material movement, time-keeping, labor
charging and product costing. In effect, a cell can be treated as
a cost-containment center, a simple alternative to conventional
heavy-handed and error-prone overhead allocation methods
of product costing.
Many or most of the manufacturers I have visited over the
years have at least made a start on implementing cells. The fol-
lowing are a few manufacturers that have done well with cells,
and a few that have stumbled. In best-practice cell design, cell
team members work standing up and may take a few steps in
every cycle to handle two adjacent stations.
Especially well done were the following:
O.C. Tanner, maker of custom-built recognition-award
“emblems” in Salt Lake City, Utah, was visited in 2003. Tan-
ner, a popular visit site for “industrial tourism,” might be seen,
figuratively, as grand champion in the Shingo Institute’s pan-
theon of winners of a Shingo Prize in manufacturing. Over
10 years, Tanner evolved to ever greater numbers of dedicated
cell teams, cutting order fill times from 12 weeks to about two
hours.
AmorePacific, a cosmetics company in Suwon, Korea
(2003), is a standout in its consumer-packaged-goods (CPG)
sector. Nearly all CPG companies perform fill-and-pack on
one or two long conveyor lines. Amore bucked that system,
replacing its own very long line with 23 stubby, minimally au-
tomated cells with stand-up assemblers. This slashed finished
goods inventories and lead times, which led to AmorePacific
eliminating all of its sales reps and agents.
Johnson Controls Interiors, a maker of automotive interiors
in Holland, Michigan, was visited in 1999 and exemplified
a major difference between automotive assemblers and their
components producers. Vehicle assembly was done on a few
At Mark Andy in St.
Louis, each rack is
used for a different
subassembly and
all parts and tools
are arranged in
order of use.

September 2019 | ISE Magazine 41
long, long assembly lines, components com-
monly produced in multiple product family-
dedicated cells. At JCI, the cells were contained
within seven focused factories; for example, 25
cells were for sun visors, in which cut-and-sew
operations were cellular.
East Bay Generator, a remanufacturer of
auto parts in North Oakland, California (1990),
parlayed adoption of cells throughout to reduc-
ing time for operators to search for parts from six
hours daily to zero.
At Fluke Corp., which produces multime-
ters and scopes in Everett, Washington (2003),
cellular production was extensive: 75 or 80 cells
with packout as last operation.
At Wheelabrator blast-wheel machines in
LaGrange, Georgia (1992), I was shown cells
upon cells, and a production/marketing cellular
focus on high-margin “golden-flow” products.
At Rotary Lift, maker of hydraulic hoists for
automotive service in Madison, Indiana, (1993),
each of five cells even had its own paint line.
Plamex, which produces headsets, mikes
and amps in Tijuana, México (1995), set up the
plant in flow-line assembly modules. Corporate
gave support for a pilot-test cell in 1999. In a
phone call in 2000, plant manager Alejandro
Bustamante said they had finally implemented
a few cells, though still with operators sitting on
chairs.
Examples of not, scarcely or minimally done:
A sports uniform maker in Alabama (1988)
proudly showed off a special cell for “zero” lead
time sewing of lucrative professional basketball
uniforms. My question: Since it’s so simple and
effective, in about all respects, why not go cel-
lular for all other products? But globally, cut-
and-sew is chained to grossly ineffective batch-
and-queue methods (the exception being JCI,
discussed above).
A guitar-maker in California (2001) whose
vice president and his staff became enthused
about cellularizing production, entailing short
handoffs from station to station. Yet the plan
went nowhere and at least one of his team re-
signed.
My seminar class and I visited a personal
computer company in the Shanghai area of
China (2008), and in a pre-tour orientation by
managers we were told we would see plentiful
cells. There were no cells, just typically long as-
sembly lines.
The father of the Toyota system
of manufacturing
The origins of the Toyota Production System
began in the late 19th century, not with
automobile production but with textiles.
Sakichi Toyoda, born in 1867, was founder
of Toyota Industries Corp. – the company later
changed its name to “Toyota,” which in Japanese
required only eight pen strokes, considered a
lucky number. He passed down his business
ideals to his son, Kiichiro, and engineer Taiichi Ohno, which later became the
Toyota Way, https://link.iise.org/ToyotaWay.
Those ideals later became part of the Toyota Production System of lean
manufacturing, just-in-time production and kaizen continuous improvement
methods, as adopted by industrial engineers Taiichi Ohno and Eiji Toyoda
between 1948 and 1975. It is steeped in the philosophy of the elimination of all
waste and traces its roots to Sakichi Toyoda’s loom innovations.
Sakichi’s father Ikichi was a farmer and skilled carpenter, and Sakichi began
working for him after he graduated from elementary school. As he matured,
Sakichi became interested in machinery and inventing ways to improve on
traditional methods. In particular, he focused on the hand loom used by
farm families to weave cloth. Through trial and error, he invented a wooden
hand loom and received his first patent in 1891 at age 24. The Toyoda hand
loom required only one hand to operate instead of two, improved quality and
increased efficiency by 40 to 50 percent.
Toyoda then turned his attention to power looms and in 1896 perfected
Japan’s first model built of steel and wood. After his businesses experienced
up and down success for several decades, his Toyoda Automatic Spinning and
Weaving Mill grew from improving economic conditions during World War I.
He worked with Kiichiro to create an automatic loom, perfected as the Type G
in 1924. It delivered the world’s top performance in terms of productivity and
textile quality and a few working models remain on display today.
Sakichi Toyoda died in 1930, five years before his company entered
the automobile business. His Toyoda Automatic Loom Works’ Articles of
Incorporation stated that a major objective of the company “shall be pursuing
related invention and research.” From that came his “Toyoda Precepts”
established in 1935 and followed today:
• Always be faithful to your duties, thereby contributing to the
company and to the overall good.
• Always be studious and creative, striving to stay ahead of the times.
• Always be practical and avoid frivolousness.
• Always strive to build a homelike atmosphere at work that is warm
and friendly.
• Always have respect for spiritual matters, and remember to be
grateful at all times.

42 ISE Magazine | www.iise.org/ISEmagazine
Equipping or re-equipping the factory
For cellular manufacturing to do its main job, which is to serve
up flexibly quick customer responsiveness, there must be sev-
eral or many cells, each product-focused so as to deliver con-
current production – that is, produce multiple products and fill
multiple orders at the same time, closely in tune with market
demand. But how can a manufacturer afford to equip all those
cells with the necessary equipment?
The answer is to phase out the monuments, lean’s term for
big, fast, complex, costly, temperamental equipment that is
designed to produce many different models but only one at
a time. The result of that monument-ma-
chine mode is batch-and-queue produc-
tion of enlarged, wrongly mixed down-
stream inventories, long order-fill lead
times and poor market response. Cellular
manufacturing replaces the monuments
with multiples of smaller, slower, cheap-
er, simpler, more dependable equipment
units, each dedicated to its own cell and
product family. (Note: The author wrote
of the benefits of smaller, more flexible
manufacturing equipment in a June 2017
ISE article, “With machinery purchases,
small can be beautiful,” found at link.iise.
org/ISEJune2017Shonberger.)
All eight of the manufacturers cited
above under “especially well done” cel-
lular manufacturing are equipped with such simpler equip-
ment. O.C. Tanner and Amore-Pacific, being largely hand-
touch producers, have it easy since their equipment is minimal
and inherently small-scale. On the other hand, Wheelabrator
and Rotary Lift produce large, heavy products so each of their
multiple cells had its own metal cutting equipment, largely
affordable, modest-sized versions. As stated earlier at Rotary
Lift, “each of five cells had its own small-scale paint line” in
sharp contrast with the norm of one big, long paint line that
loops across one wall and down another.
In many industries, notably consumer packaged goods
(CPG), monument equipment is entrenched, so much so that
scarcely any company even considers the lean formula: multi-
ple scaled-down units of their fill-and-pack equipment. When
I visit such plants, I’m ready with arguments for re-equipping
their factories through downscaling. Here are four examples,
which involved serious speculations but to my knowledge not
any implementations.
A brewery in Krakow, Poland (2008). As part of a company
conference, my role included a tour one of the giant com-
pany’s best breweries. The plant was equipped, as is the norm
in the sector, with very long and wide high-speed bottling and
canning lines, and few of them. The plant visit led to discus-
sions of a re-equipment strategy: replace the monument lines
with multiple smaller, simpler, slow-paced stubby lines, each
product-family dedicated.
The plan drew favor with high-ranking company people in
attendance, but according to what I learned months later, there
were no implementations. The implication – until it “leans
out” its equipment, the whole bottling and canning industry
will continue being out of step with consumer demand, the
visual evidence being empty shelves in retail stores along with
gluts of less popular items stacking up in warehouses.
A company making coaters for high-end colored/imaged
film in Oklahoma (1986). The plant’s most critical piece of
equipment was a big, complex, tempera-
mental coating machine that required 37
steps to complete a product changeover,
necessitating long runs of each product
between changes. The high point of the
visit was when some of plant’s engineers
came up with the prospect and debated
the technical feasibility of running two
different products side-by-side on the
too-wide coating machine. Thus, in the
future always buy simpler, smaller-scale
coaters.
A maker of confectionary products in
the Netherlands (1989). In this candy
bar plant, the wide forming and coating
machine had characteristics similar to
the coating machines, and the engineers’
speculation on running two products side-by-side suggested
itself; that is, modifying the extrusion and forming equipment
to run two different candy bars side-by-side. And, as with
both of the previous examples, they should evolve to multiple,
dedicated, stubby fill-and-pack lines.
A maker of synthetic insulin in Indianapolis, Indiana (1996).
Here I encountered what I thought to be among the world’s
largest-scale (non-petro) single pieces of production equip-
ment. This equipment producing the drug was a complex net-
work of reactors, sterilizers, pipes, tanks, valves and mixers. Its
dozens of alternate through-paths introduce many sources of
process variation and requires elaborate scheduling and control
systems. Because the single machine included multiples of each
kind of equipment all piped together, they needed a way of
separating the whole thing into two or more flow paths, each
acting like a machine within the machine suggested itself. I am
unaware whether any of the technical or managerial staff ever
looked into this suggestion.
Miscellaneous further examples
I could go on citing more visited facilities revolving around
further lean/JIT process-improvement topics, which is a fairly
long list: quick setup, kanban, visual management, cross-train-
ing/job rotation, job classifications, fail-safing, behavior-based
The Plamex plant in Tijuana,
Mexico, for automated (powered
slide line) cell headset
subassemblies.
Four decades of manufacturing’s hits, misses and smiles

September 2019 | ISE Magazine 43
safety, ergonomics and standup (no chairs) assembly, design
for manufacture and assembly (DFMA), total productive
maintenance (TPM), supplier partnership, costing/accounting
implications, supplier (vendor)-managed inventory, trucks as
warehouses, “make to a number and stop,” end-of-the-quarter
push, continuous replenishment, employee and supplier cer-
tification, performance measurement/management, elimina-
tion of fork trucks, conveyors, material handlers, inspectors
and WIP tracking, and more.
Nearly all of these methodologies, different as they seem,
result in or bring about simplicity. And most of the manufac-
turers featured in this article employ many of these additional
JIT/lean methods and practices.
If all this sounds excessively serious in tone, how about fun,
humor and smiles? Here are three examples of practices that
are both effective and fun to do and to show off.
Roller-skate kanban at Sentrol, motion and smoke de-
tectors in Tigard, Oregon (1992). Assembly took place in 13
dedicated cells, each requiring about 200 different parts. The
big job of supplying the parts from central stores was by a team
of material handlers on roller-skates, which is eight times faster
than walking. They would collect an empty container at an
assembly cell, skate to stores, swap the empty for a full one and
skate back to the assembly cell to place it on the kanban square
for filled containers. Work-in-process inventory fell from six
weeks to four hours.
Mr. SMED at FCI, electronic connectors in Ciudad
Juárez, México (2004). The plant’s changeover expert and fa-
cilitator was known as Mr. SMED (single-minute exchange
of die). Garbed in a yellow hard hat and smock labeled “Mr.
SMED,” he went around assisting and training operators of the
plant’s dozens of mold-presses and other equipment. I took a
photo of him in front of a setup-timing clock and setup tools.
It was working: Changeover times on the mold-presses had
been cut from three hours to 45 minutes.
Kanban is entrenched at Johnson Controls EMSU,
of Milwaukee, Wisconsin (1990), where I took a photo of a
place on the floor in which even the dust and the broom were
marked off as kanban squares.
Other examples of fun and humor have been minimal.
Rather common, though are examples of wry humor. Here
are three.
By car on the way from the airport to Miller Brewing in
Trenton, Ohio (1993), my host, plant manager Dennis Puffer,
said, wryly, “You’re going to hate my plant.” And I did; he
did, too. But Puffer and staff made the best of it by use of
the “star-point” system in which production people are cross-
trained in five functional support areas, one being administra-
tive (budgets, costs, purchasing, time and attendance, over-
time coordination and record-keeping).
How they could find time for all that training and then put
it to use required scheduling in a remarkably innovative way:
By paying all production operatives for nine instead of eight
hours per day (five hours a week of overtime rates) all year
long. It paid off in high rates of process improvements. And
this plant produced about the same amount of beer as similar-
sized breweries but with about half as many employees.
At Apple Computer in Fremont, California (1988), while
touring the receiving area, I asked if all incoming parts had to
be put into the large and growing automated tote stacker. The
answer was yes. “Even parts that are to be used in assembly the
same day?” I asked, with raised eyebrows and a wry smirky
smile. That exchange led to the suggestion to stage at receiv-
ing empty, labeled kanban containers so that parts needed the
same day would avoid the stacker and go direct to points of
use. The next step: Start shrinking the size of the stacker.
At BMW Engines’ largest engines plant in Steyr, Austria
(2011), machining of crankshafts was done on about seven
side-by-side, multistation “lanes,” each with high station-to-
station automation. Machining of any crankshaft was sched-
uled on any of the lanes, and when one station faltered, the
job automatically moved to a station in a sister lane. As we
(myself with a bunch of academics) were moving on from
crankshafts, the tour guide was asked if they had one or more
dominant engine models that could be dedicated to run on
a less-automated lane. His wry reply: “BMW likes to make
things complicated.”
As a brief epilogue, among my more recent plant visits
was one in 2014 to Electroimpact, a massive-scale automat-
ed tooling equipment, e.g., handling entire airplane wings,
in Mukilteo, Washington. I’ll not attempt here to explain
about this amazingly unique manufacturer except to say that
much or most of its employees are engineers who take on an
unheard-of breadth of dedicated-to-customer responsibility.
When I was a young practicing IE, would I have relished that
much responsibility? Hmm.
Richard J. Schonberger is author of some 200 articles and 16
books, including “Japanese Manufacturing Techniques” (Free
Press, 1982) and “World Class Manufacturing” (Free Press,
1986). Full details of his plant visits are available in his latest book,
“Flow Manufacturing – What Went Right, What Went
Wrong: 101 Mini-Case Studies that Reveal Lean’s Successes
and Failures” (Productivity Press/Routledge/Taylor & Francis,
2018). Following early years as a practicing industrial engineer, he
joined the faculty of the University of Nebraska, becoming George
Cook (chaired) professor in operations management and informa-
tion systems, and later affiliate professor in management science at
the University of Washington. His honors include 1995 Academy
of the Shingo Prize; 1990 British Institution of Production En-
gineers’ International Award in Manufacturing Management; and
1998 IIE Production and Inventory Control Award. Schonberger is
on several editorial and governing boards, including IISE’s Industry
Advisory Board.
