
January 2020 | ISE Magazine 45
An assembly line, as defined by www.dictionary.com,
is “an arrangement of machines, tools and work-
ers in which a product is assembled by having each
(stage) perform a specific, successive operation on
an incomplete unit as it passes by in a series of stages
organized in a direct line.”
In contrast, a job shop is defined by www.inc.com/encyclopedia
as “a manufacturing business in which small batches of a vari-
ety of custom products are made. In the job shop process flow,
most of the products produced require a unique setup and se-
quencing of process steps. Job shops are usually businesses that
perform custom parts manufacturing for other businesses.”
An assembly line is a low-mix, high-volume (LMHV)
manufacturing system. In contrast, a job shop is a high-mix,
low-volume (HMLV) manufacturing system.
An assembly line is designed for single-piece flow. In con-
trast, a job shop is designed to produce an order with a lot size
of one (single-piece order flow) or orders with lot sizes that
could be in the hundreds or even thousands.
An assembly line is inflexible but efficient because it does
not have to produce a large variety of products. In contrast,
a job shop is flexible but inefficient because it must produce a
large variety of products.
Make-to-stock vs. make-to-order
A Toyota assembly plant operates in a make-to-stock (MTS)
production mode. If it were not for the 1,500 Toyota dealership
lots spread across the U.S., every Toyota assembly plant would
have millions of dollars of finished goods inventory (FGI) at
the end of every model year. Instead, the carrying cost of the
hundreds of thousands of automobiles produced every year by
each Toyota assembly plant is paid for by the dealerships that
get rid of their end-of-year inventory with discounted sales.
In contrast, a job shop operates in a make-to-order (MTO)
production mode. Taiichi Ohno, the creator of the Toyota
Production System (TPS), said, “The more inventory a com-
pany has, the less likely they will have what they need.” An
MTO manufacturer will not produce a larger quantity of
Production system design for high-mix,
low-volume manufacturing
Not all lean tools are suited to work in a make-to-order job shop
By Shahrukh A. Irani
A
46 ISE Magazine | www.iise.org/ISEmagazine
Production system design for high-mix, low-volume manufacturing
a product than the
quantity the customer
ordered. Nor will an
MTO manufacturer
fill a customer’s order
from FGI stored for
months in their ware-
house.
Having FGI indi-
cates that the MTO
manufacturer need-
lessly wasted capacity
(machine hours, labor
hours and overtime),
inventory (materi-
als, consumables and
tools), overhead (ware-
house staff, electricity,
gas and security) and supplier capacity (steel service centers,
outside vendors and logistics providers) to produce unsold
products. In turn, that wasted capacity probably prevented ca-
pacity being used to process other jobs that missed their deliv-
ery dates and had to be expedited.
Waste elimination vs. lead-time and delivery
by due date
Ohno also said, “All we are doing is looking at the timeline,
from the moment the customer gives us an order to the point
when we collect the cash. And we are reducing the timeline by
reducing the non-value adding wastes.” According to Ohno,
order flow time = order shipment date – order start date; or-
der flow time can be reduced by eliminating the waste in the
order’s timeline.
But unlike Toyota, a customer of any MTO manufacturer
does not ask it to report how much waste was eliminated to
deliver the product(s) that were ordered. Instead, the customer
assesses the manufacturer on age-old, time-tested metrics for
customer service such as price, quality, lead-time and on-time
delivery (OTD) against a due date.
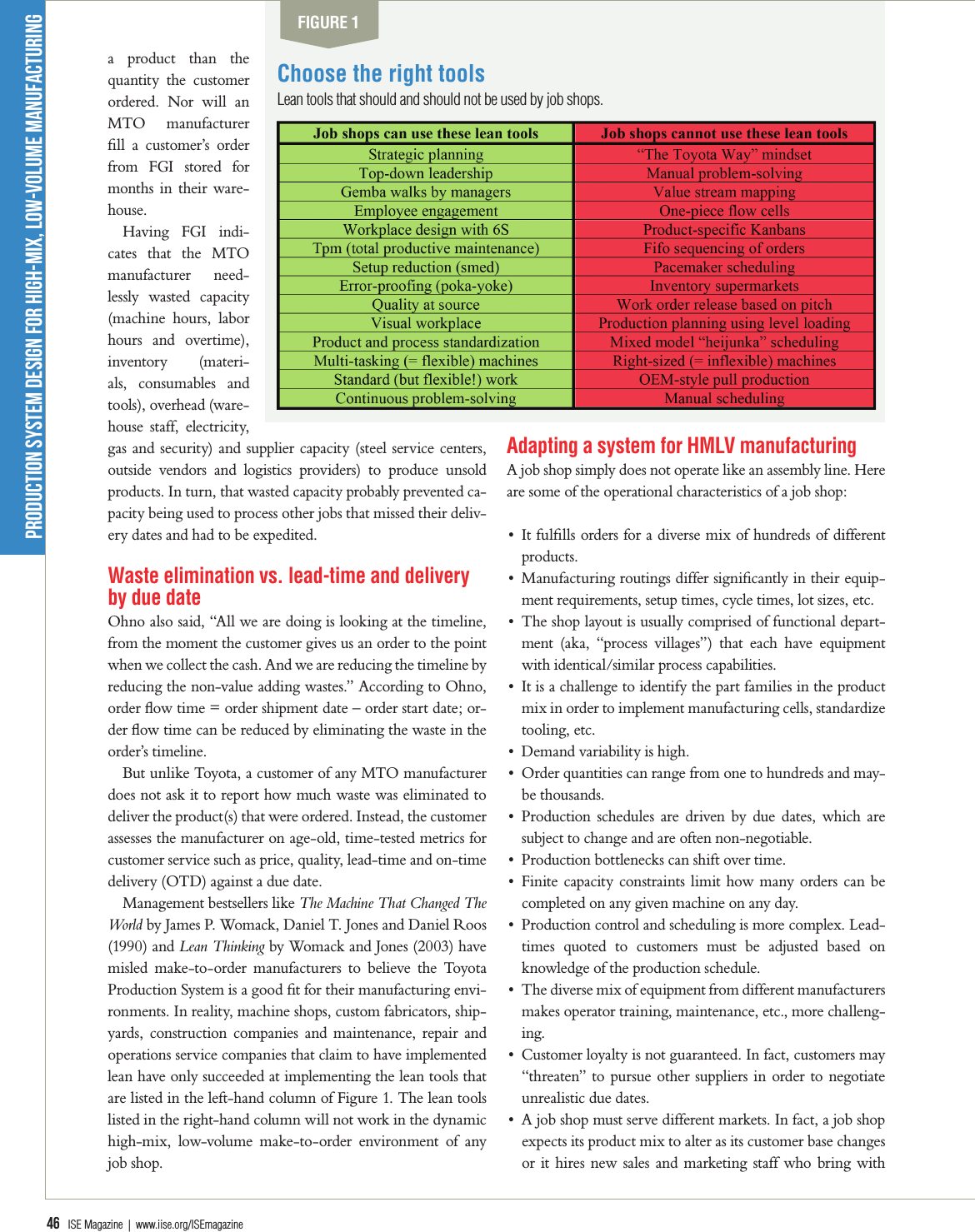
Management bestsellers like The Machine That Changed The
World by James P. Womack, Daniel T. Jones and Daniel Roos
(1990) and Lean Thinking by Womack and Jones (2003) have
misled make-to-order manufacturers to believe the Toyota
Production System is a good fit for their manufacturing envi-
ronments. In reality, machine shops, custom fabricators, ship-
yards, construction companies and maintenance, repair and
operations service companies that claim to have implemented
lean have only succeeded at implementing the lean tools that
are listed in the left-hand column of Figure 1. The lean tools
listed in the right-hand column will not work in the dynamic
high-mix, low-volume make-to-order environment of any
job shop.
Adapting a system for HMLV manufacturing
A job shop simply does not operate like an assembly line. Here
are some of the operational characteristics of a job shop:
• It fulfills orders for a diverse mix of hundreds of different
products.
• Manufacturing routings differ significantly in their equip-
ment requirements, setup times, cycle times, lot sizes, etc.
• The shop layout is usually comprised of functional depart-
ment (aka, “process villages”) that each have equipment
with identical/similar process capabilities.
• It is a challenge to identify the part families in the product
mix in order to implement manufacturing cells, standardize
tooling, etc.
• Demand variability is high.
• Order quantities can range from one to hundreds and may-
be thousands.
• Production schedules are driven by due dates, which are
subject to change and are often non-negotiable.
• Production bottlenecks can shift over time.
• Finite capacity constraints limit how many orders can be
completed on any given machine on any day.
• Production control and scheduling is more complex. Lead-
times quoted to customers must be adjusted based on
knowledge of the production schedule.
• The diverse mix of equipment from different manufacturers
makes operator training, maintenance, etc., more challeng-
ing.
• Customer loyalty is not guaranteed. In fact, customers may
“threaten” to pursue other suppliers in order to negotiate
unrealistic due dates.
• A job shop must serve different markets. In fact, a job shop
expects its product mix to alter as its customer base changes
or it hires new sales and marketing staff who bring with
FIGURE 1
Choose the right tools
Lean tools that should and should not be used by job shops.

January 2020 | ISE Magazine 47
them their past business contacts from other sectors of in-
dustry.
• It is a challenge to recruit and retain talented employees
with a strong work ethic, a desire to learn on the job and
become cross-trained to operate different machines.
• There are limited resources for workforce training.
• It is hard to control the delivery schedule and quality of sup-
pliers.
A 1989 Harvard Business Review article, “Time to Reform
Job Shop Manufacturing: Organize Your Factory for Quality
and On-Time Delivery,” by James E. Ashton and Frank X.
Cook Jr., could serve as a foundation for developing a pro-
duction system for any high-mix, low-volume make-to-order
environment (see article above).
Members of the ISE community may be able to identify a
viable set of practices and tools similar to those in Figure 1 that
could be used to design, operate and manage a flexible and
lean production system.
Shahrukh A. Irani, Ph.D., is president of Lean and Flexible LLC,
a consulting company that delivers advisory, training and implementa-
tion services focused on lean for high-mix, low-volume manufacturing
(aka, job shop lean). From 2012-2014, he worked as the director of IE
Research at Hoerbiger Corp. of America Inc. in Houston, Texas. Prior
to his industry career, from 1996-2012 he was an associate professor in
the Department of Integrated Systems Engineering at The Ohio State
University. He is an IISE member.
Authors give tips on job shop reform
In their 1989 Harvard Business Review article on job shop manufacturing
reform (https://link.iise.org/irani_hbrjobshop), authors James E. Ashton and
Frank X. Cook Jr. detailed one manufacturer’s case as an example.
The HDS Division of Schlumberger made electromechanical sensors
(logging tools) that collect and process geological data for oil and gas
exploration. Its Houston factory was turning out 200 different products with
30,000 line items in inventory, as logging tools must be customized for the
type of drilling being done, which led to myriad engineering changes. HDS
was struggling to cope with operational costs, schedules and quality in 1985,
with 15% of its completed tools failing in final tests and on-time delivery
topping out at 70%. Management knew changes had to be made.
Ashton and Cook detailed several steps recommended to help HDS turn
around:
Make quality mandatory. The organization set a goal that no product
should leave the factory that does not meet customer requirements. The goal
is to prevent defects from recurring to avoid having any to correct.
Get on schedule. Aim for 100% on-time delivery without sacrificing
quality or increasing lead-times. To do this, get on schedule, whatever it takes.
Don’t sacrifice capacity for cost. Without adequate capacity, the
schedule cannot be met. Thus, it is critical that planned and actual staffing
levels meet the master schedule’s requirements. Management must be able to
vary staffing levels in different areas of the factory to meet the schedule.
Improve feeder shop responsiveness. To shorten the total lead-
time for products and allow for adherence to the master schedule, functions
that feed the assembly process with materials and parts must be responsive.
One way is an immediate and aggressive reduction in planned lead-times for
purchased parts.
Make performance visible. Making actual performance versus planned
performance highly visible is a powerful motivator when used as a reward, not
punishment. That includes a visible master schedule depicting planned versus
actual start and completion dates for each job; staffing reports documenting
actual versus required personnel needs in each operations area; and reports
on how quickly defects and deviation are detected and corrected.
